[摘要] 随着建筑主体造型的多样性,内部的机电管道经常会遇到要随主体造型设计成圆弧形,这就给管道的制作与安装带来难度。我们来看一下工程实例,学习一下该项目圆弧形机电管道冷弯安装的施工工艺。

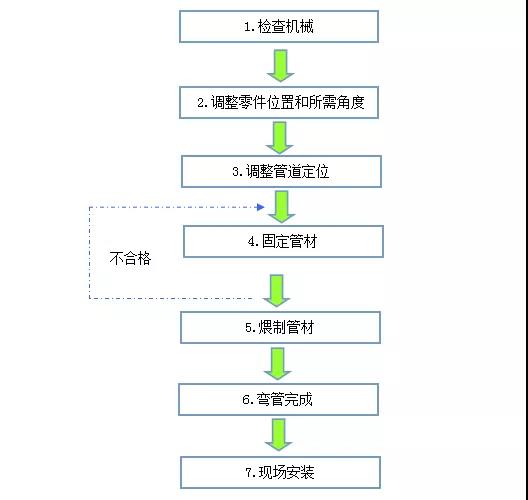
工艺流程
施工之前,编制冷弯管安装专项技术方案,确定施工工艺及检查标准,操作人员进行全面详细的方案学习和技术交底,熟悉弯管安装流程及重点内容。
工艺要点
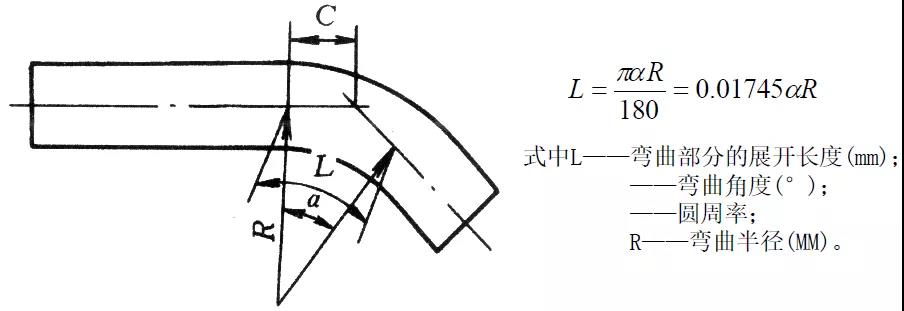
1 管道弧度计算
计算弯管弧度数据要满足弯管弧度的设计要求以及现场制作要求,现场测量,测量数据与设计水平度、弧度对比,保证在允许偏差范围内。
任意弯管是指任意弯曲角度和任意弯曲半径的弯管。这种弯管弯曲部分的展开长度可按下式进行计算:
运用BIM做施工模拟,建立冷弯管BIM模型,将圆弧形管道进行模拟安装。
2 选择弯管机械
全面分析对比弯管机械的类型,选择最佳机械:液压弯管器。使弯管模具管径适满足设计要求,确保弯管后,管道的水平度为1%。
针对弯管的弧度,用液压弯管机配备的弧度角度尺检测,待每根管道弯毕后,及时用角度尺和塞尺检验,如在偏差范围外即需调整,直至弯管达标。
在实际使用过程中,根据现场待加工管道的管径,选用能同时加工不同管道管径的液压弯管机,确保弯管一次成型质量的稳定性。
3 选用测量器材
选用经校核的精密测量仪器,保证测量数据准确。
弯管过程中主要进行角度测量,以保证弯管弧度满足设计要求。测量工具的选用,由专业工程师负责,尽量选用测量精度高的测量仪器,并要对测量仪器进行校核。工程师对现场测量人员进行现场指导,正确测量。
4 管材进场检查
检查每批进场的材料均有合格证和质保书,同时通过现场监理的验收。所有型管材到场后均由监理、业主、设计、总包对样品进行确认,材料把关严格,以样品为标准进行质量验收,不合格产品坚决退货,每项材料的检测报告均向相关检测部门对其真实性进行核实,保证管材壁厚均匀,质量合格。
符合《低压流体输送用镀锌焊接钢管》国家标准GBT3091镀锌钢管的壁厚要求,DN65~DN100钢管壁厚4mm,DN125~DN150钢管壁厚4.5mm。
5 检查管道长度
确定管道的最佳长度,测量出弯管角度,保证弯管合格率高。
由于液压弯管机不能准确测定短管角度,也就无法保证圆弧的准确性,所以为确保弯管质量,选用长管,当短管长度小于液压弯管机两固定点之间的距离时,不得使用,而把它用在其它直管段上,这样即不影响弯管合格率也不浪费材料。
以上就是建筑界暖通频道为您带来“机电管道如何圆弧形安装?图文为您解说”内容,建筑界暖通频道分享暖通设计相关内容,寻找建筑之美,探索建筑之路,欢迎关注我们~